




















































Будьте в курсе!
Новости, обзоры и акции










| КОНТРОЛЬ ПОВЫШЕНИЯ ТЕМПЕРАТУРЫ В СИСТЕМЕ |
| ЗАЩИТА ОТ ИЗБЫТОЧНОГО ДАВЛЕНИЯ |
| ЗАЩИТА ГЛАВНОГО ДВИГАТЕЛЯ ОТ ПЕРЕГРУЗКИ |
| ЭКРАННАЯ ЗАЩИТА ЗОНЫ ГИБКИ |
| ЗАЩИТА ОТ УТЕЧКИ ЭЛЕКТРИЧЕСТВА |
| РЕЛЕ БЕЗОПАСНОСТИ |
| КОНТРОЛЬНЫЕ И РЕЗЕРВНЫЕ КЛАПАНЫ |
| Модель | HBM 125/3200М |
| Усилие,кН | 1250 |
| Усилие, тонн | 125 |
| Рабочая длинна, мм | 3200 |
| Расстояние между колоннами, мм | 2500 |
| Глубина подачи (зев), мм | 320 |
| Ход пуансона, мм | 120 |
| Ход заднего упора, мм | 600 |
| Высота открытия, мм | 380 |
| Диаметр гидроцилиндров, мм | 180 |
| Максимальное давление гидравлики, МПа | 24,5 |
| Скорость перемещения инструмента: | |
| Свободный ход, мм/с | 80 |
| Рабочая скорость, мм/с | 8 |
| Скорость возврата, мм/с | 75 |
| Мощность главного двигателя, кВт | 7,5 |
| Частота вращения главного двигателя, об/мин | 1450 |
| Мощность двигателя заднего упора, кВт | 0,55 |
| Частота вращения двигателя заднего упора, об/мин | 1450 |
| Производительность гидравлической маслостанции, л/мин | 16 |
| Максимальное давление гидравлической маслостанции, МПа | 31,5 |
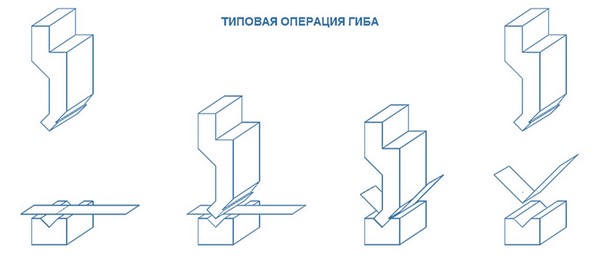
Гидравлический листогибочный пресс MetalTec HBM 125/3200М, предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
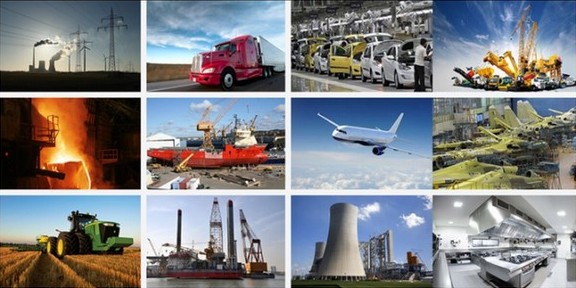
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие:
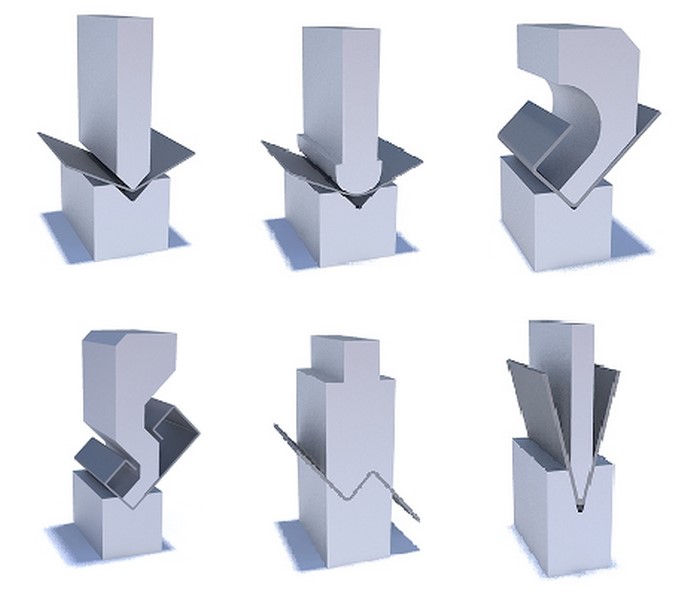
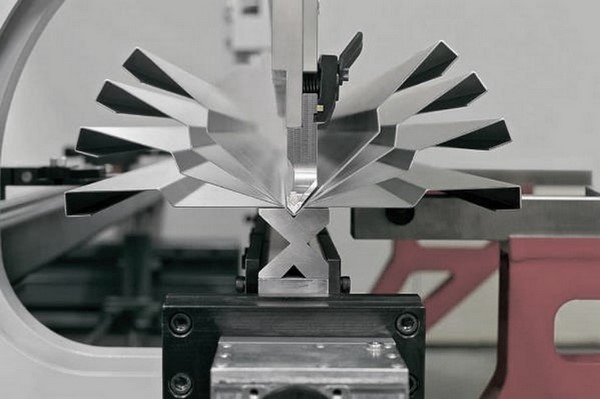
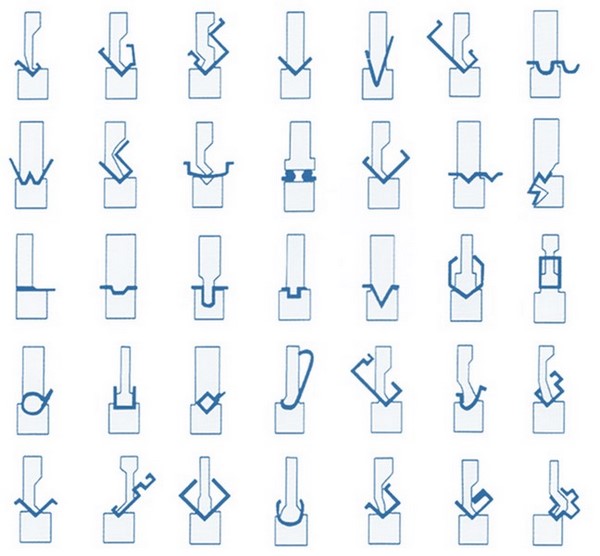
СХЕМЫ ОБРАБОТКИ:
ОСНОВНЫЕ УЗЛЫ СТАНКА:
| Система управления | Е22 |
| Насос гидравлической системы | Sunny (США) |
| Клапаны гидравлической системы | BOSCH-Rexroth (Германия) |
| Уплотельные кольца | Parker (CША) |
| Фиттинги гидравлических трубок | EBM (Германия) |
| Главный двигатель | Siemens (Германия) |
| Электрокомпоненты | Schneider (Франция) |
| Инвертор (перемещение заднего упора и РАМ) | Delta (Тайвань) |
| Шарико-винтовые пары | HIWIN (Тайвань) |
| Гибочный инструмент | Китай |
| Механическая система компенсации прогиба | Китай |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
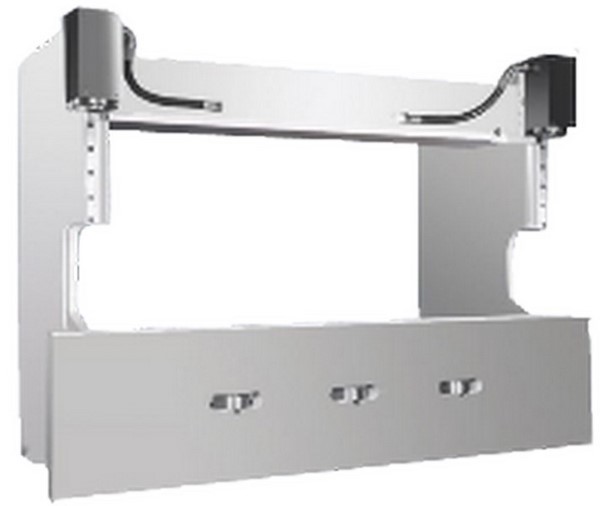
МАССИВНАЯ СТАНИНА Массивная цельносварная станина, изготовлена из высокопрочной стали. РАМ и основание изготавливаются за один установ, после чего для снятия напряжения металла проходят обжиг при высоких температурах. Чем достигается стабильность конструкции, долговечность и жесткость. |

|
ГИДРОЦИЛЛИНДРЫ Обеспечивают создание давящего усилие на РАМ пресса, который перемещается сверху вниз, осуществляет механическую деформацию подаваемого в зону обработки материала (процесс гибки). |
|
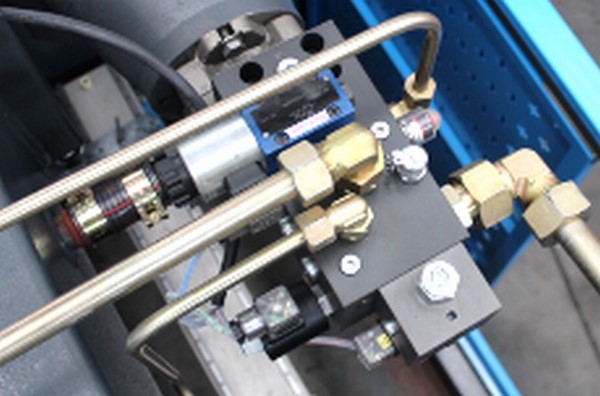
ГИДРАВЛИЧЕСКАЯ СИСТЕМА И КЛАПАНЫ BOSCH-REXROTH (ГЕРМАНИЯ) Гидравлическая система ведущего мирового производителя. Оптимальное распределение нагрузки и давления системы, благодаря клапанам немецкого качества.
|

|
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США) Обеспечивают надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности. |

|
УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА PARKER (США) Обеспечивают надёжную герметичность всей системы, за счет качества и увеличенного ресурса службы. |

|
ПЕРЕДНИЕ ПОДДЕРЖИВАЮЩИЕ УПОРЫ 2 передних поддерживающих упора, позволяют базировать лист, облегчая задачу оператору. Упоры можно отрегулировать по высоте и по ширине рабочего стола. |

|
ПЕДАЛЬ УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ Листогибочный гидравлический пресс MetalTec HBM 125/3200М укомплектован выносным, ножным модулем управления. Модуль имеет две педали – для подачи верхней плиты вниз, и отвода в первоначальное положение – вверх. |

|
ВЫСОКОТОЧНЫЕ ЖЕСТКИЕ ЗАДНИЕ УПОРЫ (ОСЬ Х) – 3 шт Автоматическая регулировка балки задних упоров по оси Х – относительно оператора вперед/назад. Блок задних упоров с приводом ШВП - HIWIN (Тайвань), благодаря чему достигается высочайшая точность позиционирования. Для удобства, станок оснащен 3 упорами, а не 2-умя как на большинстве аналогичных моделей конкурентов. РУЧНАЯ РЕГУЛИРОВКА БАЛКИ ЗАДНИХ УПОРОВ ПО ВЫСОТЕ (ОСЬ R) Ручная регулировка балки задних упоров по оси R – относительно оператора вверх/вниз. |

|
НАДЕЖНЫЙ И МОЩНЫЙ ДВИГАТЕЛЬ Серия SIEMENS BEIDE - это новый высокоэффективный низковольтный трехфазный электродвигатель, изготовленный SIEMENS (CHINA) ltd в соответствии со стандартом IEC & GB. Материал корпуса - чугун. |

|
ЭЛЕКТРОШКАФ С ЭЛЕКТРОКОМПОНЕНТАМИ SCHNEIDER (ФРАНЦИЯ) Промышленный изолированный электрошкаф, надежно защищает электрокомпоненты от воздействия внешней среды, пыли, влаги и т.д. Удобный и быстрый доступ.
|

|
ИНВЕРТОР DELTA (Тайвань) Точное и плавное перемещение по осям осуществляется посредством инвертора DELTA – Ведущего Тайваньского производителя электрокомпонентов, систем автоматизации, серводвигателей и т.д. |

|
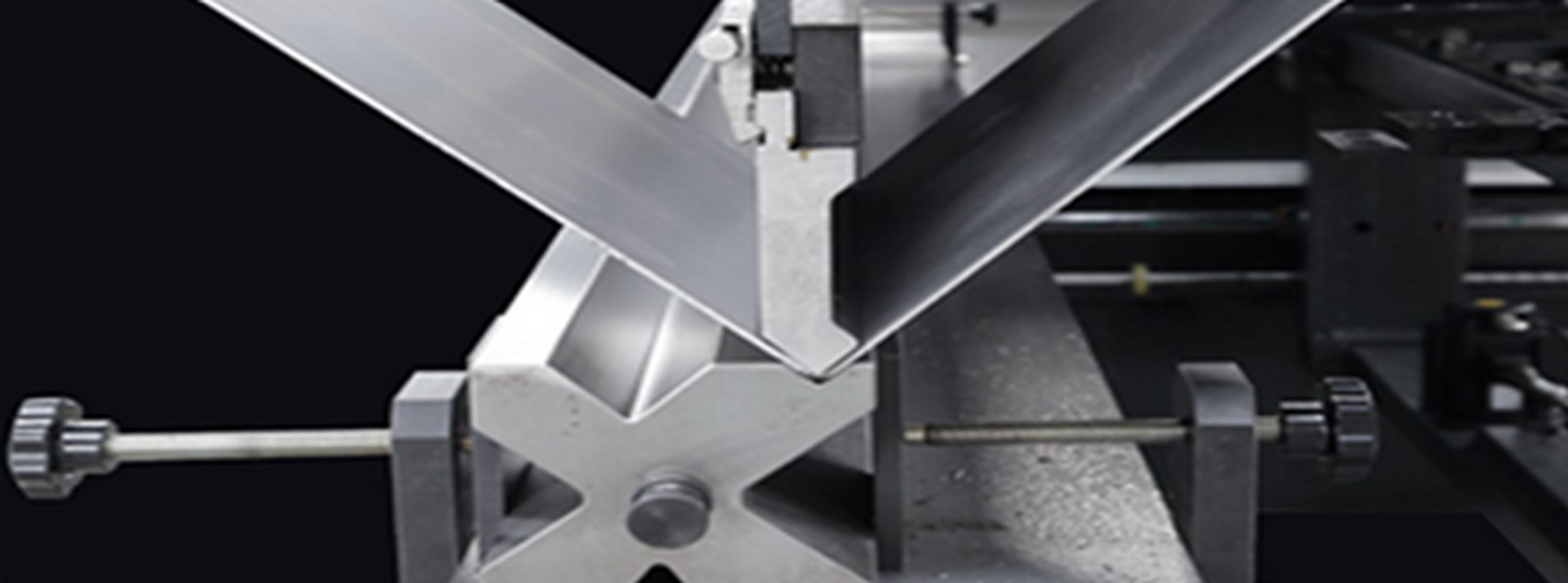
ГИБОЧНЫЙ ИНСТРУМЕНТ Станок укомплектован стандартным широкоуниверсальным комплектом гибочного инструмента (пуансон + матрица). Данный инструмент позволяет производить гибы с углами – от 90 и более градусов. Матрица V образная многоручьевая, для гиба разных толщин металла. Возможно применение специализированного инструмента. Изготавливается под заказ. По запросу.
|

|
БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ AMADA PROMECAM Станок оснащен быстросменной системой фиксации инструмента. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов. |

|
СИНХРОНИЗАЦИЯ ГИДРОЦИЛЛИНДРОВ Синхронизация гидроцилиндров происходит посредством торсионного вала. Принудительная жесткая синхронизация. |

|
МЕХАНИЧЕСКИЕ КОНЦЕВИКИ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛИТЫ (РАМ) Благодаря верхнему и нижнему механическим концевикам, система отслеживает положение РАМА. |

|
СИСТЕМА УПРАВЛЕНИЯ E22 Технологичная и функциональная система управления, подходит для большинства задач. Удобна и эргономична, в условиях различной степени загруженности. Позволяет оптимизировать и сохранять операции гиба, и воспроизводить без потери времени. Основные функции:
|

|
ЗАЩИТНОЕ ОГРАЖДЕНИЕ РАБОЧЕЙ ЗОНЫ Защитное ограждение предотвращает доступ к узлам станка посторонних, и не ответственных лиц. Помимо этого, это снижает риск травматизма на производстве, закрывая доступ к узлам станка и рабочей зоне неквалифицированного персонала. |

|
СИСТЕМА МЕХАНИЧЕСКОЙ КОМПЕНСАЦИИ ПРОГИБА Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления пуансоном на лист, усилием развиваемым гидравлическими цилиндрами. Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. Система компенсации прогиба, позволяет предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине. |
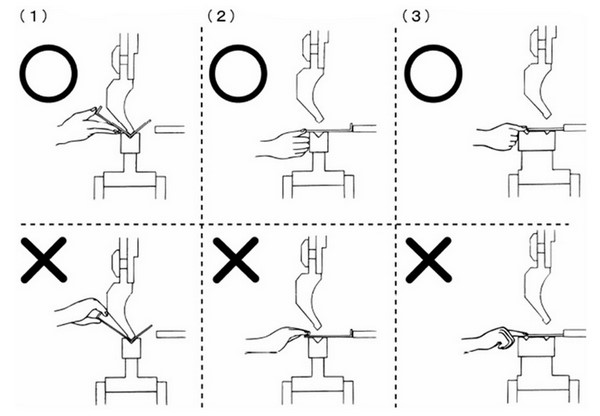
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ:

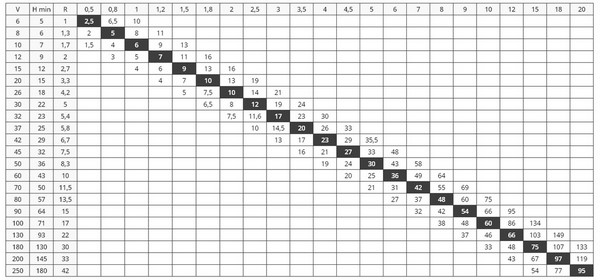
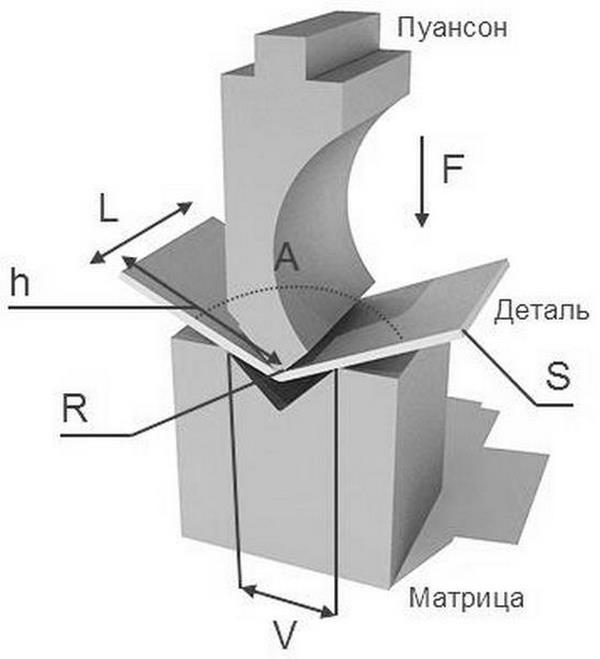
РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР:
|
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба;
F = (1,42 x TS x S2 x L) / 1000 x V
|
Информация для покупателей
* Описание товара носит информационный характер и может отличаться от описания, представленного в технической документации производителя. Рекомендуем при покупке проверять наличие желаемых функций и характеристик.
Наши эксперты подобрали подходящие рекомендации от компании Юмет к этому товару.












Обратите внимание на нашу подборку похожего оборудования. Мы уверенны, что в нашем интернет-магазине вы сможете найти предложения из представленного списка в категории Гибочные прессы с чпу






















Купить Гидравлический листогибочный пресс MetalTec HBM 125/3200М (E22) в компании Юмет
Интернет-магазин Юмет предлагает Гибочные прессы с чпу , отвечающие требованиям и стандартам европейского качества. У нас вы можете оплатить товары по безналичному расчёту, купить в кредит, в лизинг, а также в рассрочку. Гибочные прессы с чпу от производителя MetalTec в нашем каталоге постоянно расширяется и дополняется самыми новыми моделями. В нашем интернет-магазине действует удобная и быстрая доставка.
Для удобного поиска товаров используйте функцию поиска по категориям, разделам и подразделам, а также в строке поиска по поисковому слову или номеру. В представленных товарах Вам помогут сориентироваться наши опытные менеджеры, которые расскажут вам все технические подробности и условия доставки. Благодаря широкому ассортименту у нас Вы найдёте всё, что Вам так нужно. Мы рады ответить на Ваши вопросы по поводу наших цен и ассортимента. Мы приветствуем Ваши предложения и пожелания по улучшению нашего сервиса.
Новости, обзоры и акции