


Как сварить медь
- 1. Особенности и сложности газовой сварки меди
- 2. Технология сварки меди и ее сплавов
- 3. Настройка аппарата для сварки меди аргоном
- 4. Какие аппараты подойдут для сварки меди
- 5. Пошаговый процесс ТИГ сварки меди
- 6. Присадки, прутки и электроды для сварочных работ
- 7. Какой газ использовать для дуговой сварки
Сварка меди требует соблюдения особой технологии, поскольку этот металл обладает высокой теплопроводностью, быстро отводит тепло из зоны соединения. При неправильном подборе режимов возможно образование пор, трещин, недостаточное проплавление шва. Для получения качественного соединения следует подготовить поверхность, настроить оборудование. На практике чаще всего применяются газовая сварка, аргонодуговая, покрытыми электродами.

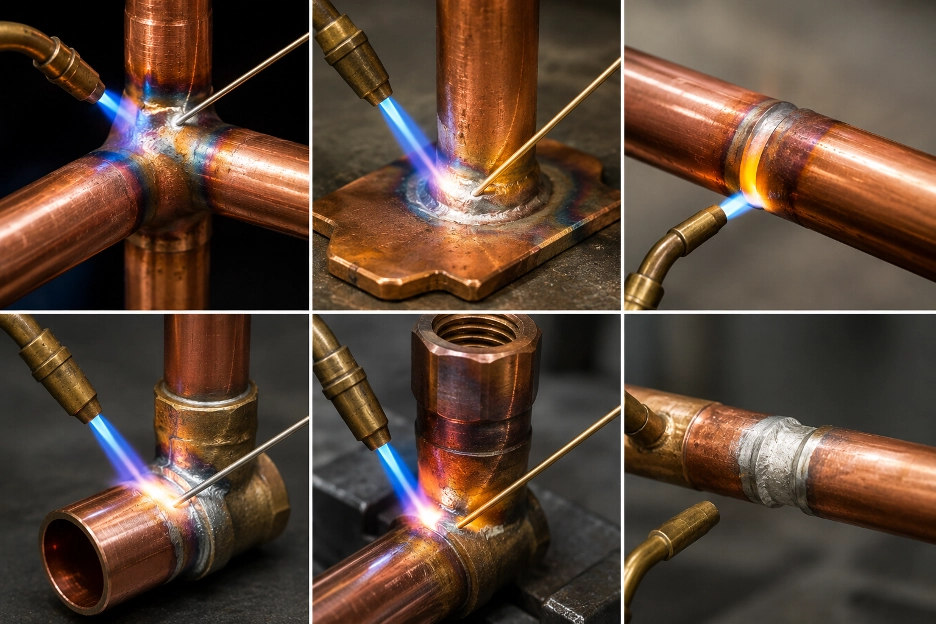
Особенности и сложности газовой сварки меди
Газовая сварка _- соединения медных деталей небольшой толщины. Метод позволяет получать прочные сплавы, однако требует навыков от сварщика. Высокая теплопроводность металла существенно влияет на работу.
• Быстрое рассеивание тепла. Медь активно отводит тепло от зоны. Из-за этого для качественного прогрева требуется мощное пламя по сравнению со сваркой стали аналогичной толщины.
• Необходимость предварительного нагрева. При работе с заготовками большой толщины рекомендуется предварительный нагрев до температуры 250–500 °C. Это позволяет уменьшить тепловые потери, улучшить проплавление металла.
• Образование оксидной пленки. На поверхности меди быстро формируется оксидный слой, который ухудшает качество. Перед началом работ детали необходимо тщательно очистить механическим способом или специальными составами.
• Использование присадочного материала. Для прочного шва применяются медные присадочные прутки с добавлением кремния, фосфора или других легирующих компонентов. Они улучшают свойства.
• Контроль скорости. Слишком медленное перемещение горелки приводит к перегреву металла, слишком быстрое — к недостаточному провару. Важно поддерживать стабильную скорость выполнения работ.
Позволяет эффективно соединять медные детали различной толщины. Для получения качественного результата необходимо соблюдать технологию подготовки металла, правильно выбирать режим нагрева.
Технология сварки меди и ее сплавов
Начинается с тщательной подготовки поверхности. Даже незначительные загрязнения способны ухудшить качество соединения, привести к появлению дефектов шва.
• Очистка поверхности. Сначала удаляют грязь, масло, оксидную пленку, следы коррозии. Для этого используют металлические щетки из нержавеющей стали, шлифовальные материалы, химические очистители.
• Подготовка кромок. При толщине металла более 5 мм выполняют разделку кромок. Это обеспечивает качественное проплавление по всей глубине соединения.
• Предварительный нагрев заготовки. Для толстостенных деталей часто применяется предварительный нагрев. Такая мера уменьшает вероятность появления трещин, способствует равномерному распределению тепла.
• Выбор способа. Для тонких листов хорошо подходит аргонодуговая сварка TIG. При выполнении крупных работ могут использоваться газовая или механизированные методы.
• Подбор присадочного материала. Присадка должна соответствовать составу основного металла. Для медных сплавов используют специальные прутки, обеспечивающие прочность.
• Контроль сварочной ванны. Во время работы важно следить за формированием шва. Металл должен плавиться равномерно без перегрева, образования подрезов, пор.
• Защита сварочной зоны. При аргонодуговой сварке используется инертный газ, который предотвращает контакт расплавленного металла с кислородом воздуха. Это снижает вероятность окисления.
• Охлаждение соединения. После завершения работ изделие должно охлаждаться постепенно. Резкое охлаждение может негативно сказаться на свойствах металла.
• Контроль качества шва. Осматривают визуально, при необходимости выполняют дополнительные проверки на наличие внутренних дефектов.
Соблюдение всех этапов технологии позволяет получить прочное, герметичное соединение. Особенно важную роль играет качественная подготовка поверхности, режим.
Настройка аппарата для сварки меди аргоном
Аргонодуговая сварка относится к технологиям соединения медных деталей. Данный способ позволяет получать прочные, аккуратные швы с минимальным риском появления дефектов, надежно защищает расплавленный металл от воздействия кислорода. Качество готового соединения напрямую зависит от корректной настройки сварочного оборудования.
• Выбор типа сварочного тока. Для сварки меди обычно применяется постоянный ток прямой полярности. Такой режим способствует стабильному горению дуги, обеспечивает качественное проплавление металла.
• Установка силы тока. Параметр выбирается в зависимости от толщины заготовки. Слишком низкое значение ухудшает провар, чрезмерно высокий ток может вызвать перегрев сварочной зоны.
• Выбор вольфрамового электрода. Для выполнения работ используют электроды подходящего диаметра. Их подбирают с учетом толщины металла, установленных режимов сварки.
• Настройка расхода защитного газа. В большинстве случаев расход аргона от 8 до 15 литров в минуту. Конкретное значение определяется условиями сварки, характеристиками используемой горелки.
• Регулировка времени подачи аргона. Подача газа должна начинаться до зажигания дуги, продолжаться после окончания сварочного процесса. Это помогает предотвратить окисление металла во время его остывания.
• Поддержание оптимальной длины дуги. Небольшая длина дуги способствует стабильной работе, формированию качественного шва. Увеличенное расстояние между электродом, поверхностью детали может стать причиной возникновения различных дефектов.
Грамотная настройка сварочного аппарата позволяет получить ровное, надежное соединение. Перед сваркой ответственных конструкций желательно выполнить пробный шов на образце из аналогичного материала.
Какие аппараты подойдут для сварки меди
Подбор сварочного оборудования важен при работе с медью. Благодаря высокой теплопроводности, аппарат должен обеспечивать устойчивое горение дуги, достаточный запас мощности, возможность точной регулировки рабочих режимов. В зависимости от условий сварки отличительные виды оборудования.
• TIG-аппараты для аргонодуговой сварки. Формирует ровные, качественные швы, обеспечивают полный контроль над сварочной ванной. Особенно хорошо подходят для тонких изделий.
• Полуавтоматы MIG/MAG. Применяются при выполнении большого объема работ. Автоматическая подача присадочной проволоки ускоряет процесс, повышает производительность. Для работы с медью чаще всего используют инертные защитные газы.
• Инверторные аппараты MMA. Предназначены для сварки электродами. Такой способ используется не так часто, поскольку по качеству соединения уступает TIG, однако хорошо подходит для восстановления, ремонта различных конструкций.
• Промышленные сварочные системы. Широко применяются на производственных предприятиях при серийном изготовлении изделий. Обеспечивает стабильность режимов, работу с высокой скоростью.
• Аппараты с импульсным управлением. Обеспечивают более точный контроль теплового воздействия. Это особенно актуально для тонких медных заготовок, склонных к перегреву.

Позволяет получать надежные соединения высокого качества с минимальным количеством дефектов.
Пошаговый процесс ТИГ сварки меди
Аргонодуговая TIG способ соединения меди. Метод позволяет получать прочные, герметичные швы с минимальным количеством дефектов. Для результата важно соблюдать последовательность выполнения работ.
• Подготовка поверхности. С деталей удаляют загрязнения, масло, оксидную пленку. Очистка выполняется металлической щеткой, наждачным материалом или химическими составами.
• Подготовка кромок. При толщине более 4–5 мм выполняют разделку кромок. Это обеспечивает проплавление соединения по всей глубине.
• Предварительный нагрев. Толстые заготовки рекомендуется нагревать до температуры 250–500 °C. Такой подход уменьшает отвод тепла из сварочной зоны.
• Настройка оборудования. Выбирают необходимую силу тока, расход аргона, диаметр электрода, параметры подачи газа до начала.
• Фиксация деталей. Заготовки закрепляют в требуемом положении. Это предотвращает смещение элементов во время работы.
• Розжиг дуги. После подачи защитного газа зажигают дугу, формируют небольшую сварочную ванну в начале соединения.
• Введение присадочного прутка. Присадочный материал подают плавно в переднюю часть сварочной ванны. Это обеспечивает равномерное заполнение шва.
• Ведение сварочного шва. Горелку перемещают с постоянной скоростью, сохраняя стабильную длину дуги. Важно избегать перегрева.
• Завершение. В конце шва постепенно уменьшают количество тепла, предотвращая образование кратера.
• Подача газа после завершения работы. Аргон продолжает поступать несколько секунд после отключения дуги. Это защищает горячий металл от окисления.
• Контроль качества соединения. После остывания шов осматривают на наличие трещин, пор, подрезов, других дефектов.
Соблюдение технологии TIG позволяет получать надежные соединения даже при работе с толстыми медными деталями.
Присадки, прутки и электроды для сварочных работ
Для получения качественного соединения нужны расходные материалы. Их состав должен максимально соответствовать характеристикам основного металла. От выбора присадки зависит прочность шва, устойчивость к коррозии, вероятность появления дефектов.
Материал |
Назначение |
Особенности |
Медный пруток Cu |
Сварка чистой меди |
Обеспечивает высокую электропроводность соединения |
CuSi3 |
Меди, некоторых сплавов |
Содержит кремний, улучшает текучесть металла |
CuSn |
Работа с бронзой |
Обеспечивает хорошие механические свойства |
CuAl |
Алюминиевых бронз |
Повышает прочность соединения |
Медные электроды для MMA |
Ручная дуговая |
Применяются при ремонтных работах |
Вольфрамовые электроды WL, WT, WC |
TIG-сварка |
Используются для формирования стабильной дуги |
При выборе присадочного материала необходимо учитывать состав свариваемого металла. Использование подходящих прутков, электродов позволяет получить прочный шов без пористости, внутренних дефектов.
Какой газ использовать для дуговой сварки
Защитный газ служит для изоляции расплавленного металла от воздействия окружающего воздуха. Для меди это особенно важно, поскольку при нагреве она быстро вступает в реакцию с кислородом, образуя оксиды. От правильно выбранного газа зависят устойчивость сварочной дуги, качество получаемого соединения, внешний вид готового шва.
• Чистый аргон (Ar). Агрегат для TIG-сварки меди. Обеспечивает хорошую защиту сварочной ванны, стабильное горение дуги, высокое качество шва.
• Аргон с гелием. Такая смесь увеличивает тепловложение в металл. Используется для толстых медных деталей, где требуется глубокое проплавление.
• Гелий (He). Отличается высокой теплопроводностью. Позволяет увеличить температуру сварочной дуги, однако требует более точной настройки оборудования.
• Аргоновые смеси для полуавтоматической. Применяются при использовании MIG-оборудования. Позволяют повысить производительность, сохранить хорошее качество соединения.
• Защитный газ после завершения. Важно сохранять подачу аргона несколько секунд после отключения дуги. Это предотвращает окисление горячего металла во время охлаждения.
Для большинства сварочных работ с медью нужен чистый аргон. При увеличении толщины металла используют смеси аргона с гелием, которые обеспечивают более глубокий провар соединения.
- Комментарии
